MFG Automations Patent Pending Turban Vane Cleaning Process
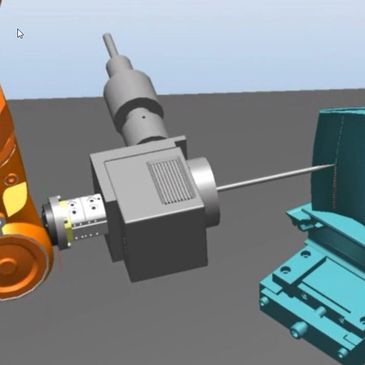
Process Modeling
Precise Positioning
Process Modeling
The process is modeled and validate:
- Part data acquisition and calibration linking each point of the turban vane to its SN
- Laser path profiles for each vane
- Dimond grind finishing path profiles for each vane
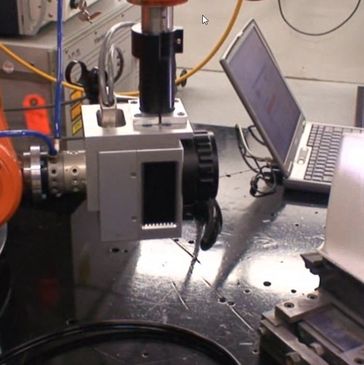
Laser Drilling
Precise Positioning
Process Modeling
The laser bores the plasma surface without penetrating the metal surface.
Precise Positioning
Precise Positioning
Precise Positioning
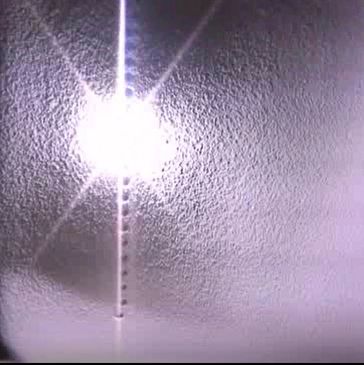
Precise drilling without impacting neighboring vanes. The focal point of the laser is sized for the vane opening concentrating its energy on the plasma spray over it.
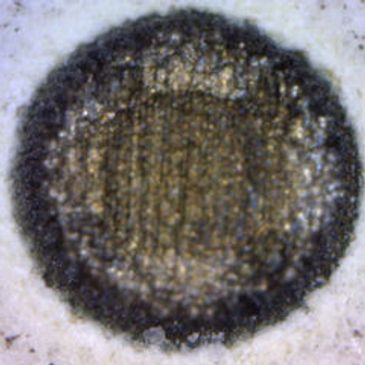
Magnified 250x
Magnified 250x
Magnified 250x
The laser drilling process is so accurate that we can bore only the plasma material without distorting the metal below.

Plasma Spray
Magnified 250x
Magnified 250x
When a turban vane is plasma sprayed some vanes may be completely hidden from view

Magnified 250x
Magnified 250x
Magnified 250x
The laser completely vaporizes the surface of the plasma spray covering the vane and only targets the material on the inner perimeter of the vane. In addition, cut away samples confirm that no foreign material can be found within the vane.
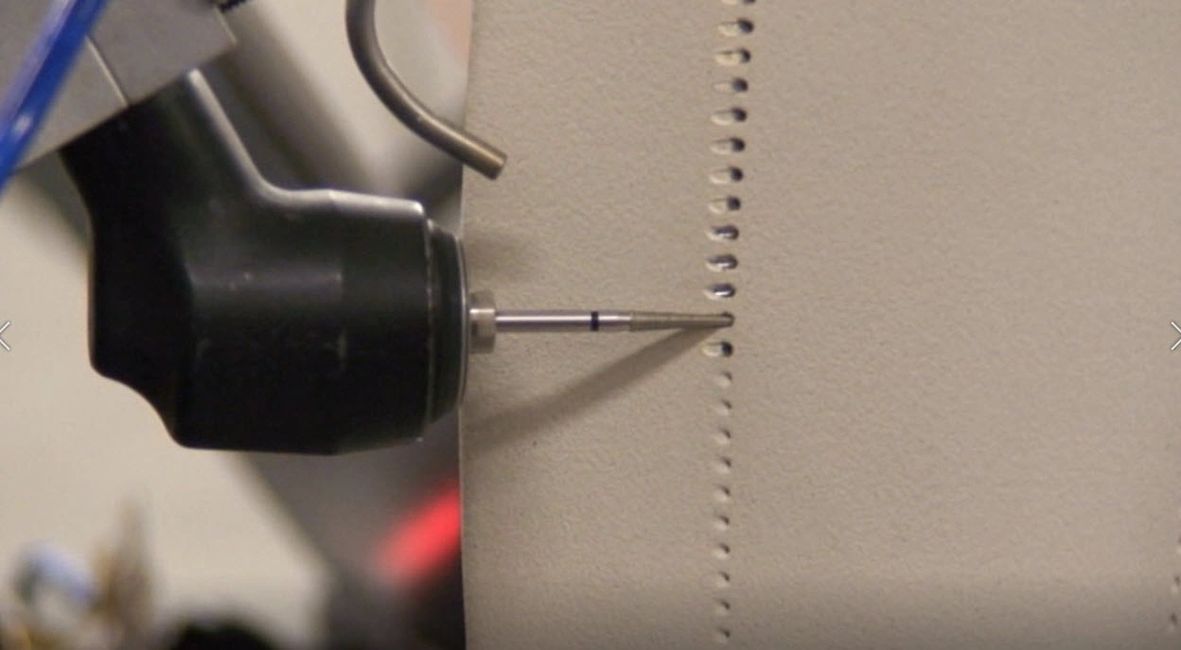
Robotic Diamond Grind
Perfectly Aligned
The final part of the process is the diamond grind. Each hole entry is aligned with the axial axis of the vane. In addition, the finished conic entry of the vane is the same from vane to vane.
Higher Quality, faster, and lower consumable cost
The total process time per hole is in the order of 10 seconds. Most importantly the life of the diamond bit is extended by 300%. The combination of robot, laser, and grinding significantly reduces process time and consumable cost..